
目录
快速导航-
激光增材制造专题 | 激光增材制造镍基高温合金研究现状及展望
激光增材制造专题 | 激光增材制造镍基高温合金研究现状及展望
-
激光增材制造专题 | 激光熔覆耐磨铁基合金涂层研究现状
激光增材制造专题 | 激光熔覆耐磨铁基合金涂层研究现状
-
激光增材制造专题 | 激光增材修复技术在发动机修复中的应用综述:现状、挑战与展望
激光增材制造专题 | 激光增材修复技术在发动机修复中的应用综述:现状、挑战与展望
-
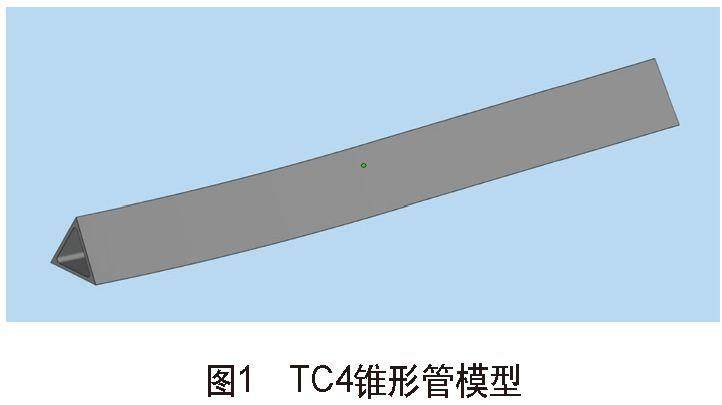
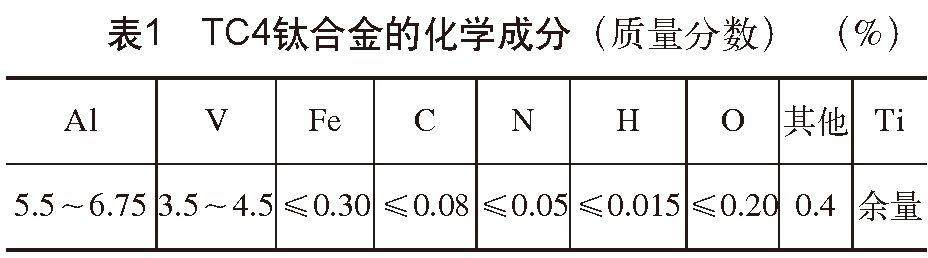
激光增材制造专题 | 激光选区熔化成形TC4锥形管的仿真模拟研究
激光增材制造专题 | 激光选区熔化成形TC4锥形管的仿真模拟研究
-
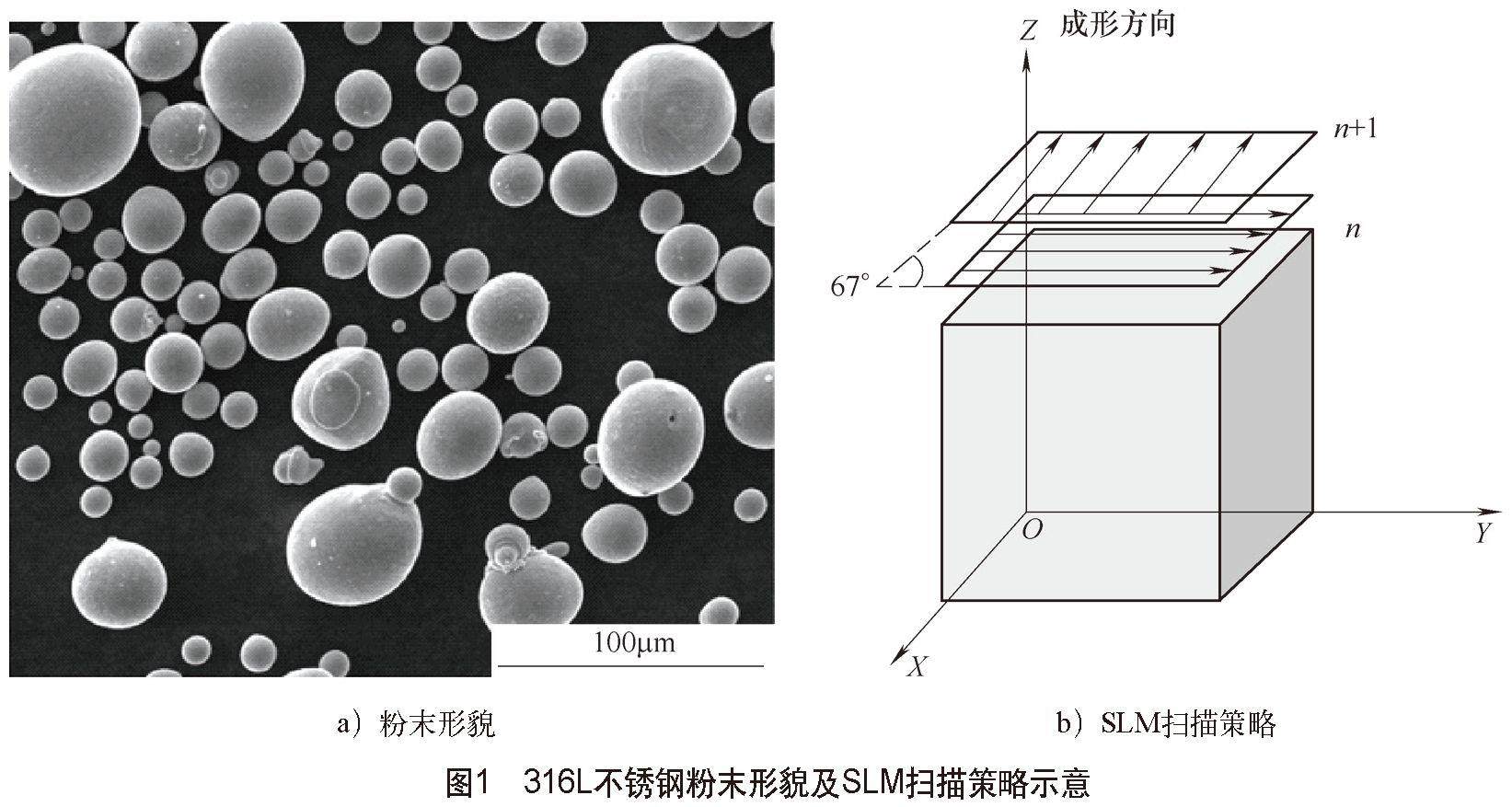
激光增材制造专题 | 激光选区熔化制备316L不锈钢力学性能研究
激光增材制造专题 | 激光选区熔化制备316L不锈钢力学性能研究
-

激光增材制造专题 | 轧制与激光选区熔化成形316L不锈钢组织与性能对比研究
激光增材制造专题 | 轧制与激光选区熔化成形316L不锈钢组织与性能对比研究
-
焊接与切割 | 改性戊烷在金属材料焊割中应用与研究
焊接与切割 | 改性戊烷在金属材料焊割中应用与研究
-
焊接与切割 | TC4钛合金激光点焊工艺研究
焊接与切割 | TC4钛合金激光点焊工艺研究
-
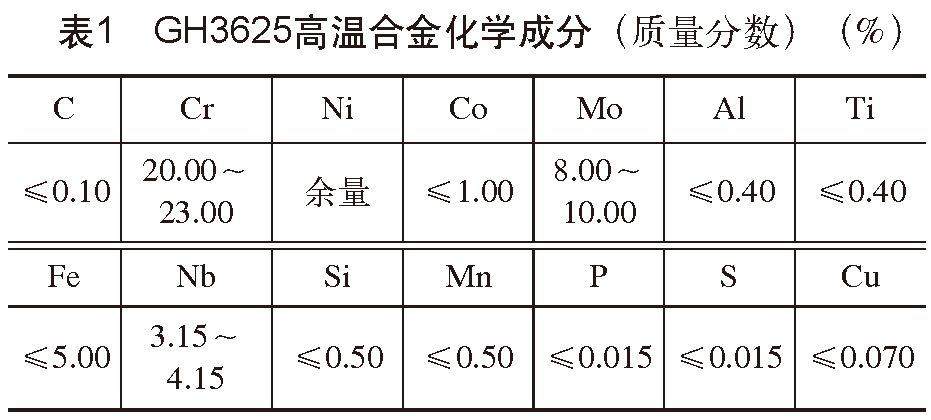
焊接与切割 | GH3625合金环形光斑激光焊接工艺研究
焊接与切割 | GH3625合金环形光斑激光焊接工艺研究
-

焊接与切割 | UNS S32750超级双相不锈钢跨接管的GTAW焊接工艺研究
焊接与切割 | UNS S32750超级双相不锈钢跨接管的GTAW焊接工艺研究
-
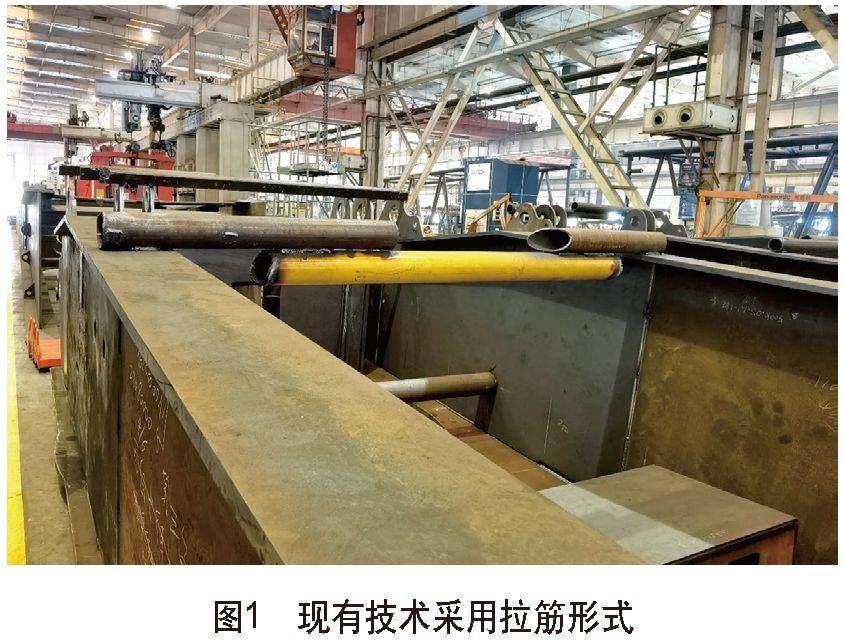
焊接与切割 | 履带起重机转台防变形工装优化设计与应用
焊接与切割 | 履带起重机转台防变形工装优化设计与应用
-
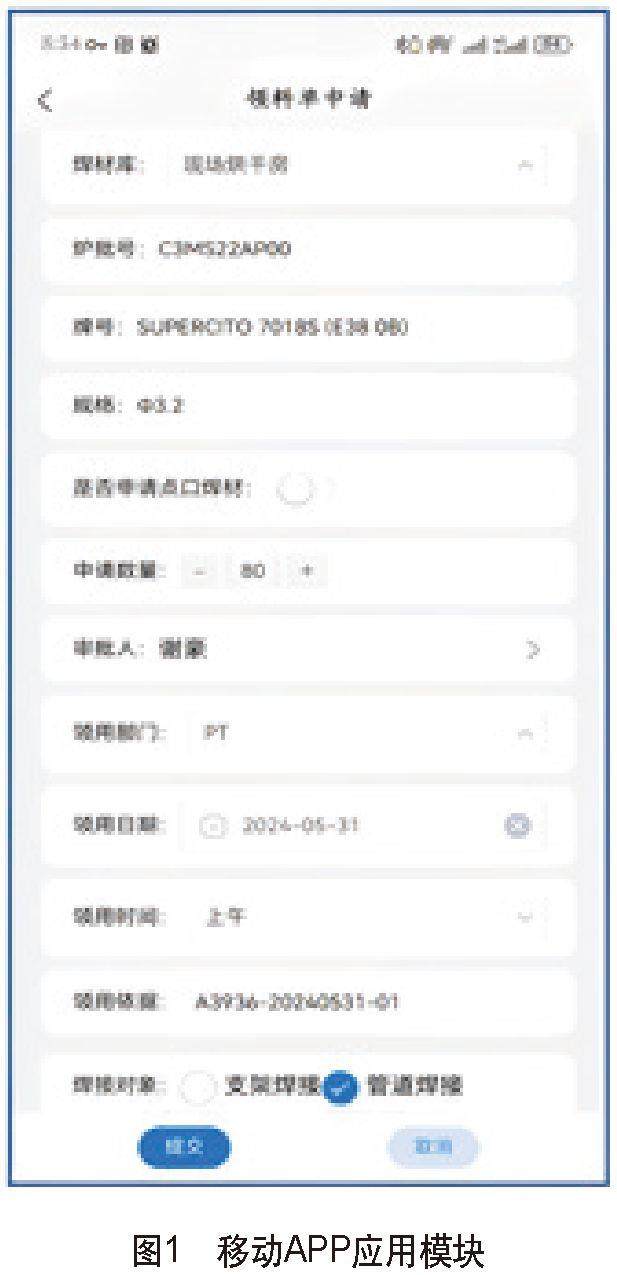
焊接与切割 | 基于物联网技术的焊接材料信息化管理系统研究与应用
焊接与切割 | 基于物联网技术的焊接材料信息化管理系统研究与应用
-
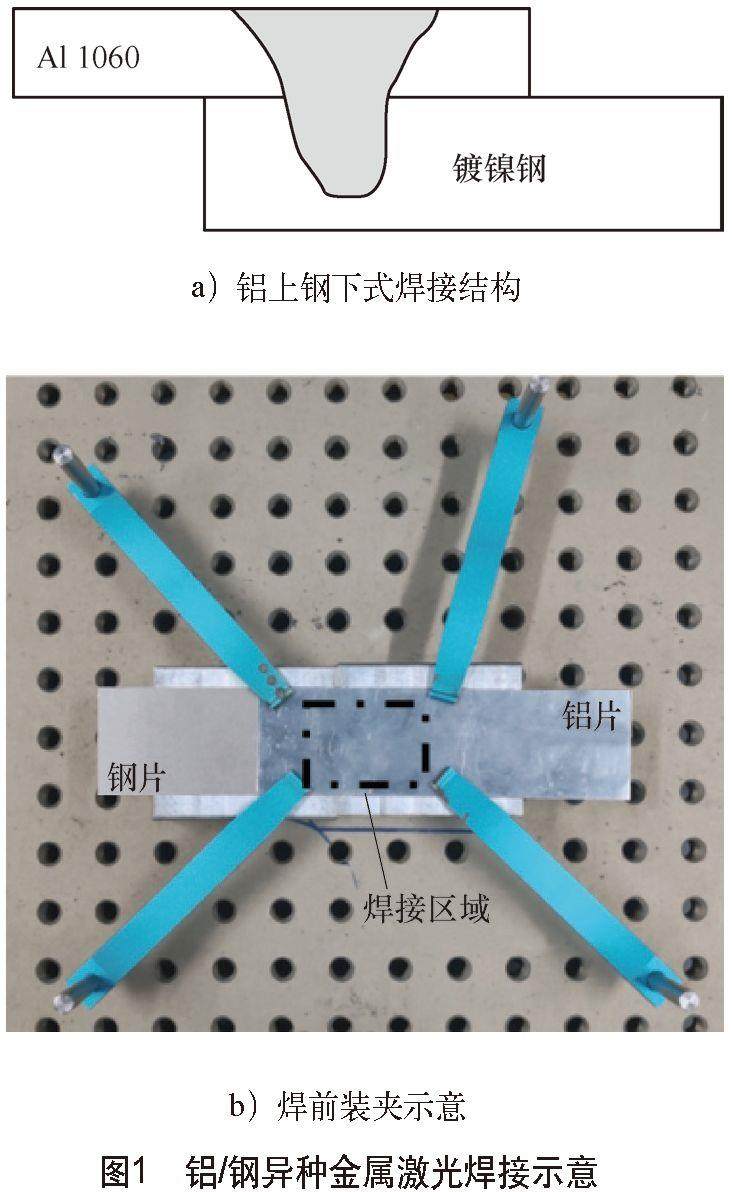
焊接与切割 | 基于单模激光器的铝/钢异种金属薄板焊接工艺
焊接与切割 | 基于单模激光器的铝/钢异种金属薄板焊接工艺
-

焊接与切割 | 焊接工艺数据库管理系统开发与应用
焊接与切割 | 焊接工艺数据库管理系统开发与应用
-
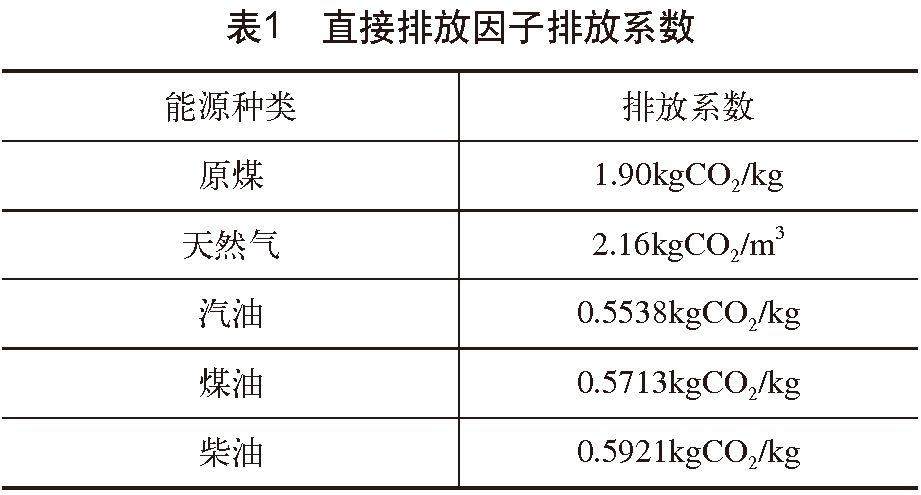
焊接与切割 | 汽车制造过程中焊接能耗及碳排放分析
焊接与切割 | 汽车制造过程中焊接能耗及碳排放分析
-
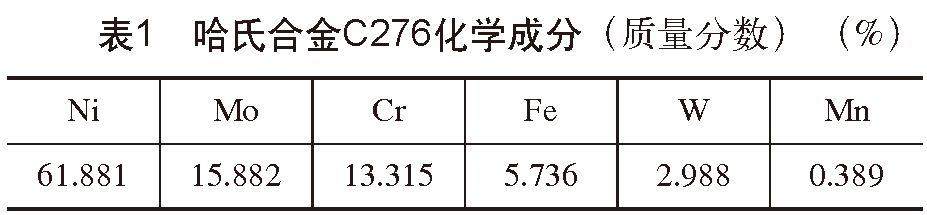
热处理 | 形变热处理调控哈氏合金C276的晶界特征分布
热处理 | 形变热处理调控哈氏合金C276的晶界特征分布
-

热处理 | 不同回火工艺对H13钢疲劳性能的影响
热处理 | 不同回火工艺对H13钢疲劳性能的影响
-
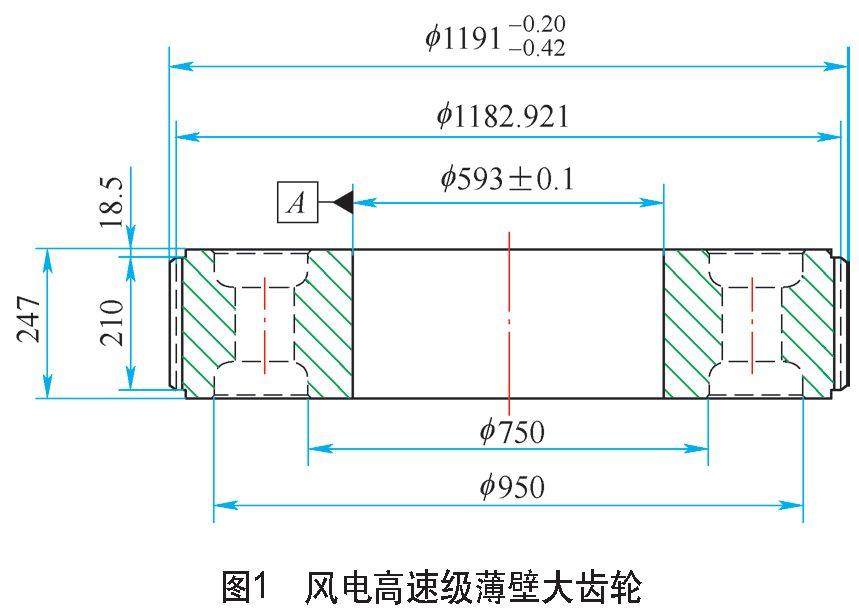
热处理 | 风电高速级薄壁齿轮压力淬火制造技术研究
热处理 | 风电高速级薄壁齿轮压力淬火制造技术研究
-
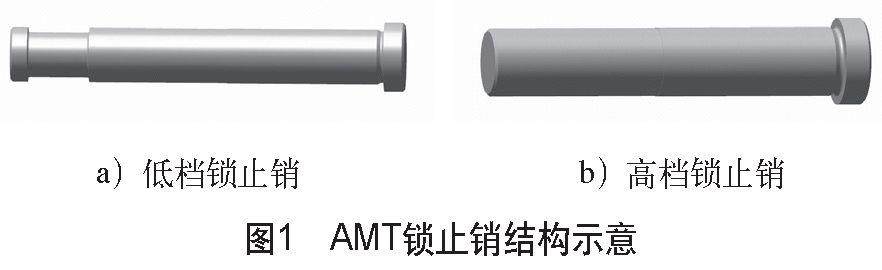
热处理 | 副箱同步器锁止销热处理软点原因探究
热处理 | 副箱同步器锁止销热处理软点原因探究
-
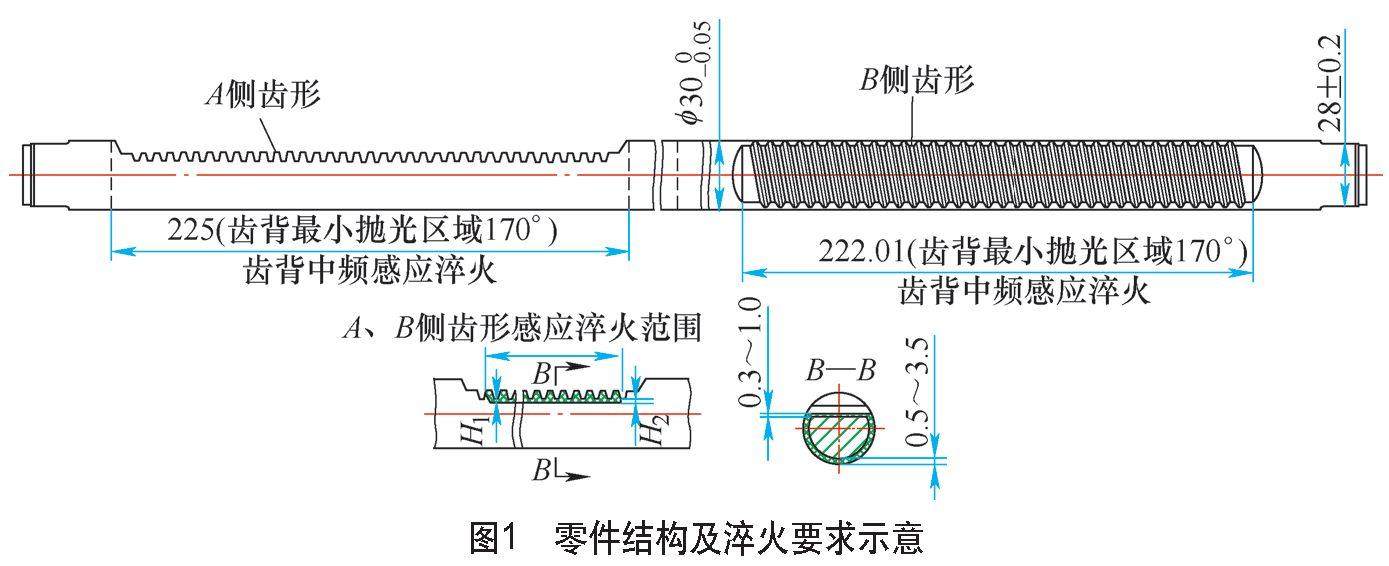
热处理 | 双齿齿条中频感应淬火工艺研究
热处理 | 双齿齿条中频感应淬火工艺研究
-
热处理 | φ63mm滚珠丝杠中频感应淬火工艺试验
热处理 | φ63mm滚珠丝杠中频感应淬火工艺试验
-

铸造与锻造 | 基于数值模拟的QT500-7固定底座砂型铸造工艺优化研究
铸造与锻造 | 基于数值模拟的QT500-7固定底座砂型铸造工艺优化研究
-
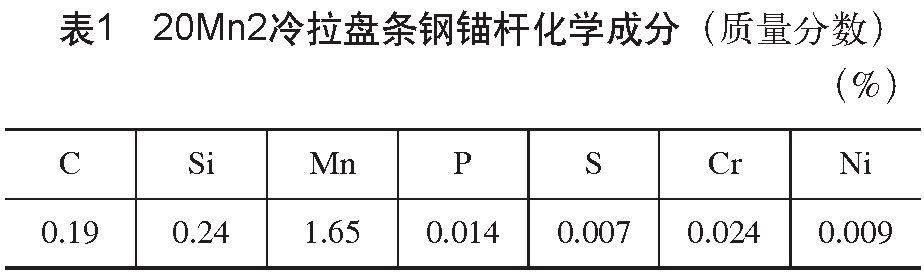
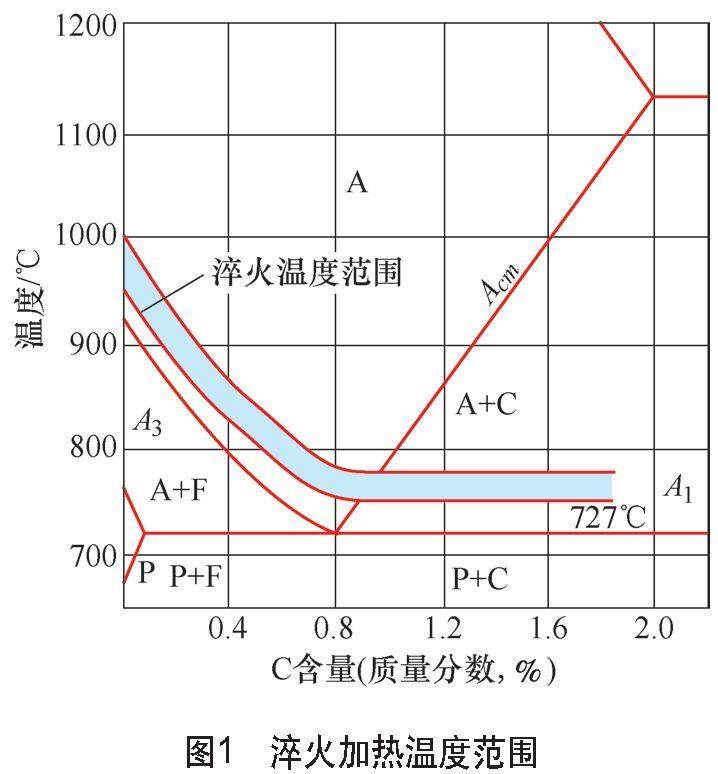
铸造与锻造 | 热铆温度对20Mn2冷拉盘条钢锚杆疲劳性能的影响
铸造与锻造 | 热铆温度对20Mn2冷拉盘条钢锚杆疲劳性能的影响










 登录
登录