

目录
快速导航-

激光加工专题 | 激光加工技术在工业制造中的最新发展和未来趋势
激光加工专题 | 激光加工技术在工业制造中的最新发展和未来趋势
-
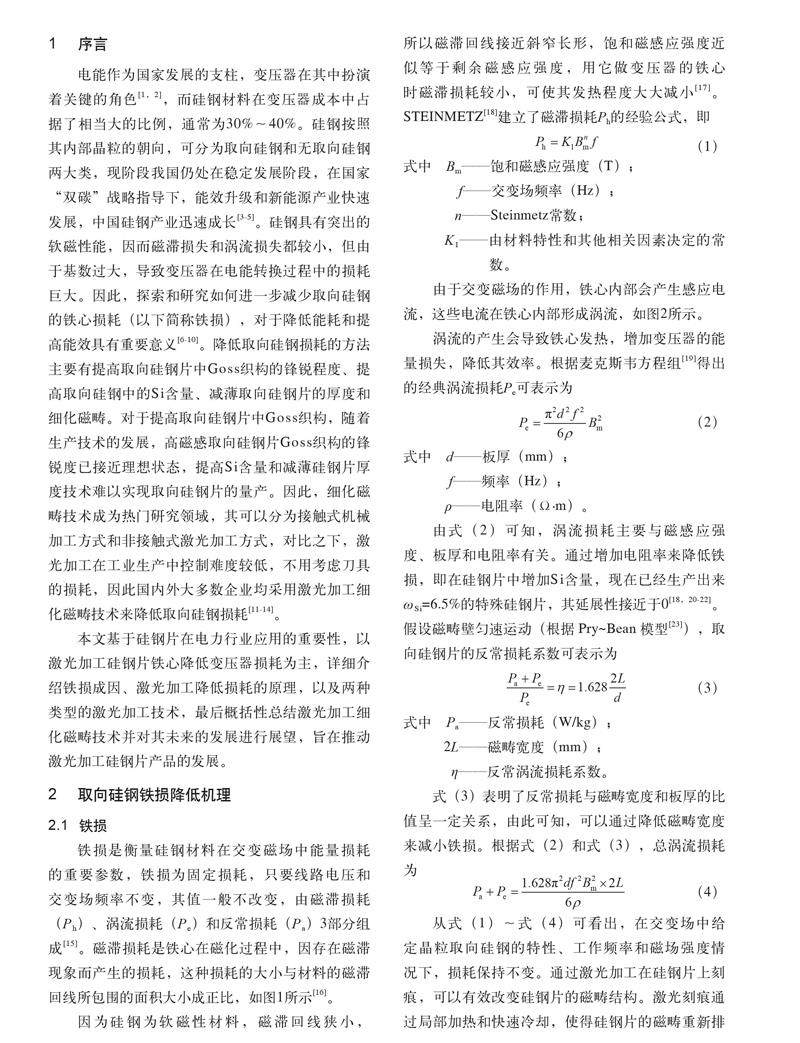
激光加工专题 | 激光精密加工降低取向硅钢铁损的研究进展
激光加工专题 | 激光精密加工降低取向硅钢铁损的研究进展
-
激光加工专题 | 激光增材制造金刚石工具的研究现状与展望
激光加工专题 | 激光增材制造金刚石工具的研究现状与展望
-
激光加工专题 | 激光加工提升船用低温钢表面性能的研究进展
激光加工专题 | 激光加工提升船用低温钢表面性能的研究进展
-
焊接与切割 | 基于置信规则库推理的机器人焊接特征参数预测研究
焊接与切割 | 基于置信规则库推理的机器人焊接特征参数预测研究
-
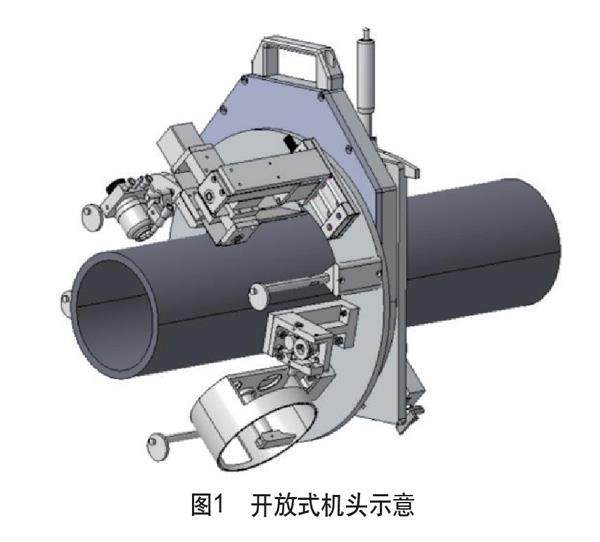
焊接与切割 | 用于核电现场小尺寸管全位置自动焊装备的研发与应用
焊接与切割 | 用于核电现场小尺寸管全位置自动焊装备的研发与应用
-
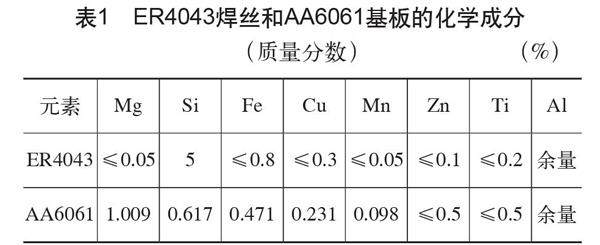
焊接与切割 | 机器人CMT-P焊接参数对4043铝合金焊缝成形影响的试验研究
焊接与切割 | 机器人CMT-P焊接参数对4043铝合金焊缝成形影响的试验研究
-
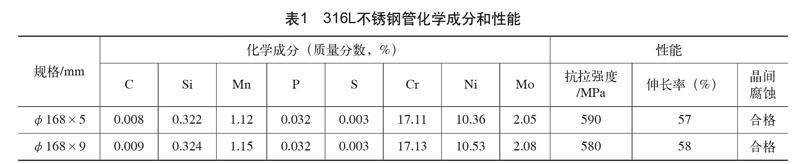
焊接与切割 | 船舶316L不锈钢管K-TIG焊试验及应用
焊接与切割 | 船舶316L不锈钢管K-TIG焊试验及应用
-
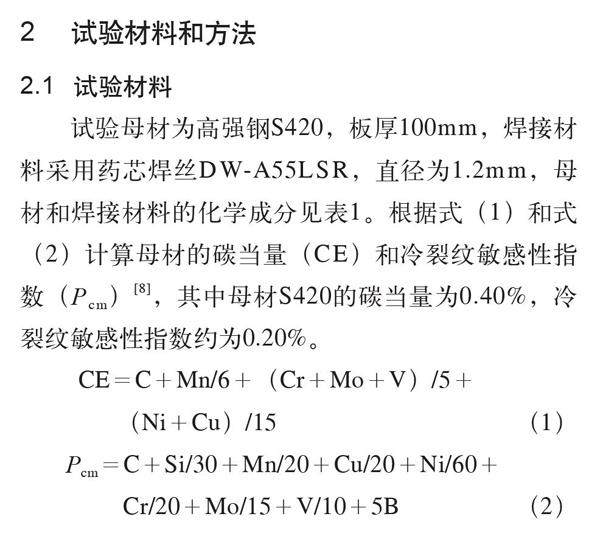
焊接与切割 | 预热温度对深水导管架高强钢S420焊缝延迟裂纹的影响
焊接与切割 | 预热温度对深水导管架高强钢S420焊缝延迟裂纹的影响
-
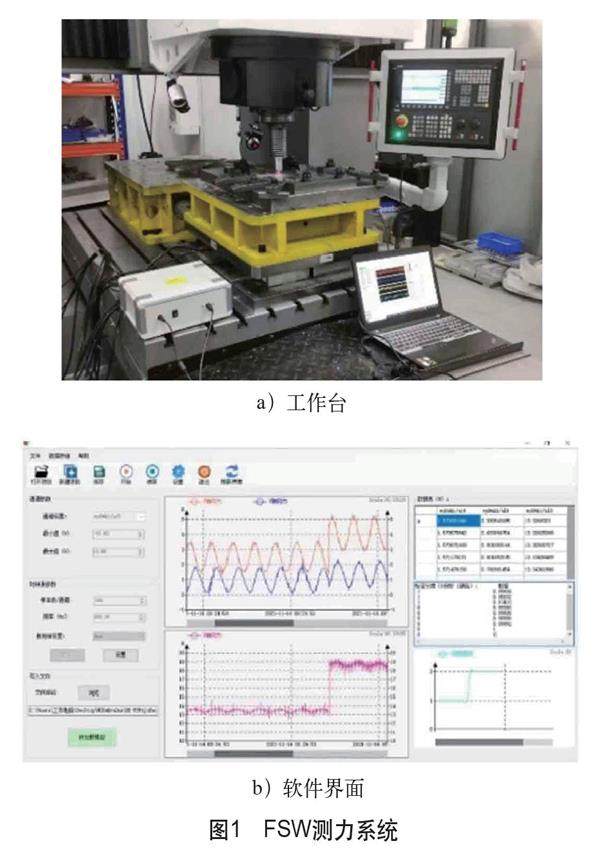
焊接与切割 | 铝合金搅拌摩擦焊力参量对缺陷的响应规律研究
焊接与切割 | 铝合金搅拌摩擦焊力参量对缺陷的响应规律研究
-
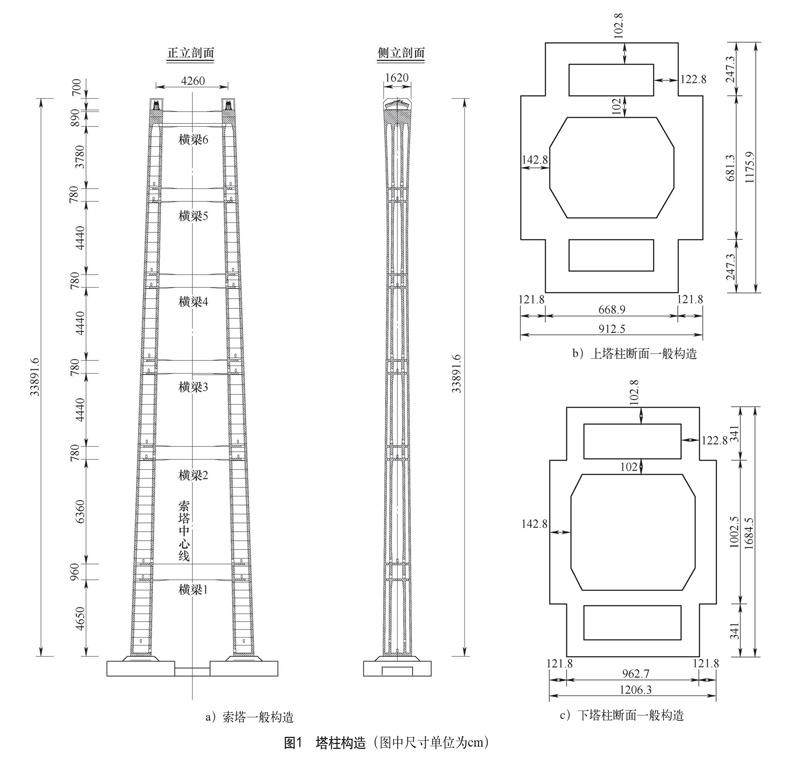
焊接与切割 | 薄壁钢塔壁板单元制造工艺研究
焊接与切割 | 薄壁钢塔壁板单元制造工艺研究
-
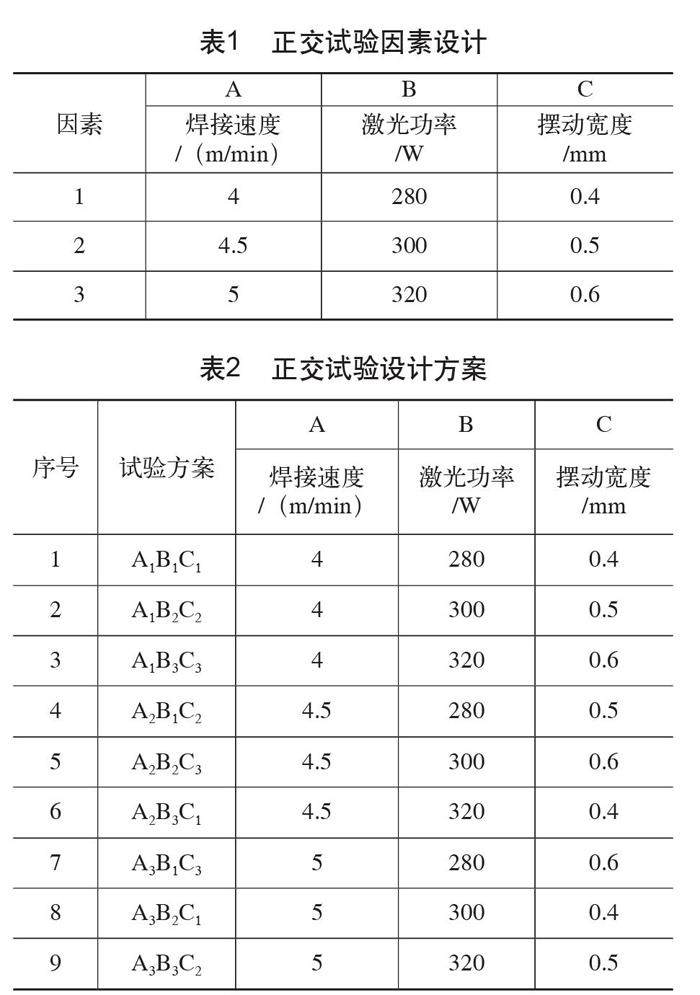
焊接与切割 | 超薄不锈钢激光焊接工艺对接头力学性能的影响
焊接与切割 | 超薄不锈钢激光焊接工艺对接头力学性能的影响
-
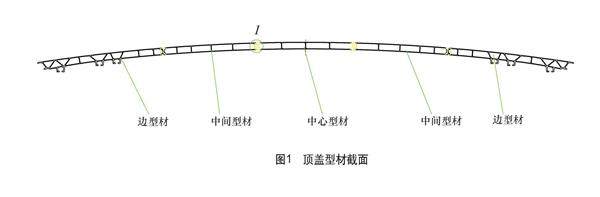
焊接与切割 | 标准地铁顶盖搅拌摩擦焊工艺研究
焊接与切割 | 标准地铁顶盖搅拌摩擦焊工艺研究
-

焊接与切割 | Q235钢CMT对接焊接工艺研究
焊接与切割 | Q235钢CMT对接焊接工艺研究
-

热处理 | 1Cr11Ni2W2MoV不锈钢渗氮表面磨削后点状剥落问题研究
热处理 | 1Cr11Ni2W2MoV不锈钢渗氮表面磨削后点状剥落问题研究
-
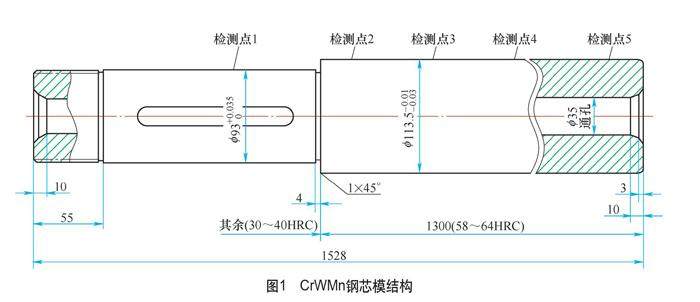
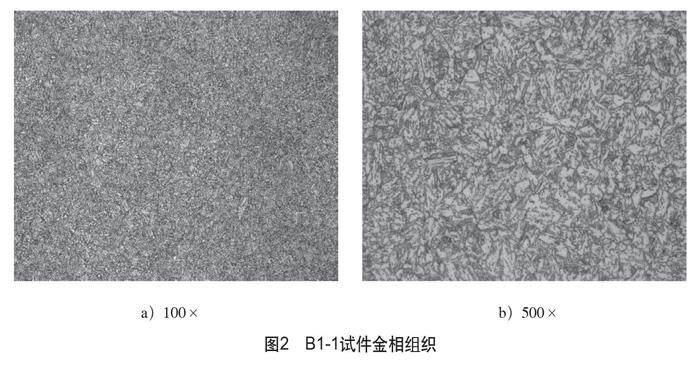
热处理 | 合金工具钢芯模水淬油冷热处理工艺
热处理 | 合金工具钢芯模水淬油冷热处理工艺
-
热处理 | 多次正火对12Cr2Ni4钢组织性能的影响
热处理 | 多次正火对12Cr2Ni4钢组织性能的影响
-
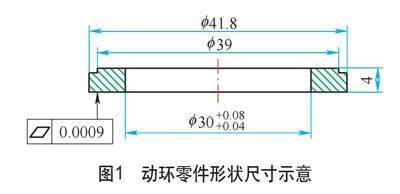
热处理 | 高转速发电机动密封结构动环加工工艺优化
热处理 | 高转速发电机动密封结构动环加工工艺优化
-

热处理 | 热处理对A286材料组织和力学性能的影响
热处理 | 热处理对A286材料组织和力学性能的影响
-
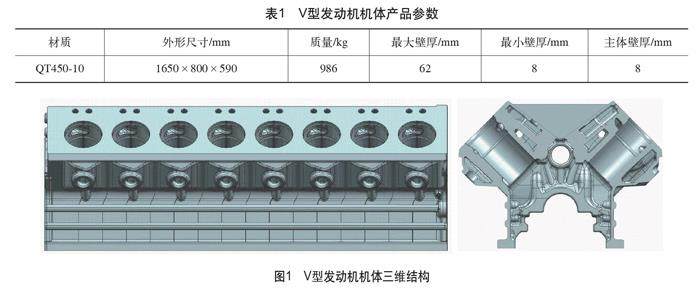
铸造与锻造 | 一种轻量集成化结构发动机机体3D打印铸造工艺研究
铸造与锻造 | 一种轻量集成化结构发动机机体3D打印铸造工艺研究
-

铸造与锻造 | 高温水蒸气氧化在硅钼球墨铸铁排气歧管上的应用研究
铸造与锻造 | 高温水蒸气氧化在硅钼球墨铸铁排气歧管上的应用研究
-
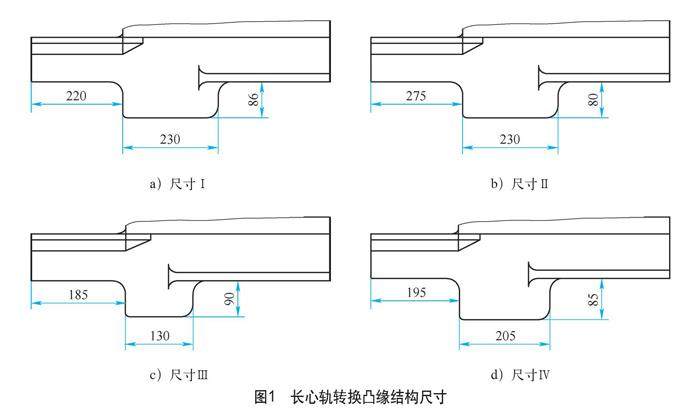
铸造与锻造 | 新型长心轨转换凸缘跟端模具设计及模锻模拟
铸造与锻造 | 新型长心轨转换凸缘跟端模具设计及模锻模拟
-

检测 | 特大型轴承内圈断裂原因分析及预防措施
检测 | 特大型轴承内圈断裂原因分析及预防措施
-
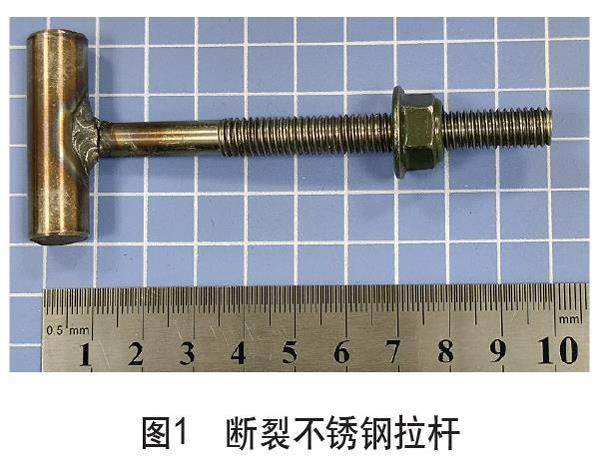
检测 | 不锈钢拉杆断裂失效分析
检测 | 不锈钢拉杆断裂失效分析
-
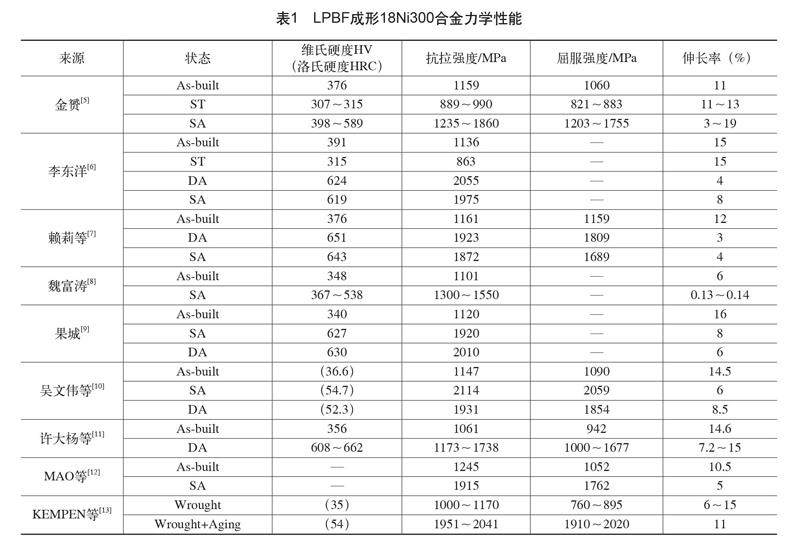
增材制造 | 粉末床熔融成形18Ni300合金的性能一致性研究
增材制造 | 粉末床熔融成形18Ni300合金的性能一致性研究
-
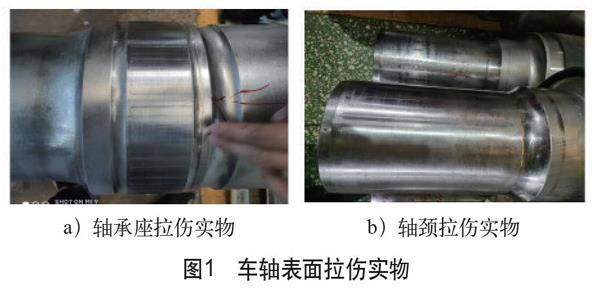
增材制造 | EA1N车轴激光熔覆工艺研究与应用
增材制造 | EA1N车轴激光熔覆工艺研究与应用











 登录
登录